
Kiến thức
Băng Tải Xích – Hệ Thống Vận Chuyển Sản Phẩm Trong Dây Chuyền Sơn Tĩnh Điện
Băng Chuyền Xích, Móc Treo
1. Khái niệm Băng chuyền/ băng tải
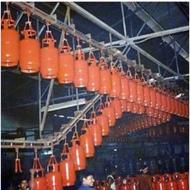
- Vận chuyển sản phẩm đi khắp nơi từ điểm móc HÀNG lên qua khu xử lý, sơn, sấy và tới điểm lấy HÀNG xuống.
- Phần lớn các băng tải xích trong dây chuyền sơn tĩnh điện đều là kiểu treo phía trên (băng chuyền là kiểu khác)
- Tùy vào trọng lượng của vật cần sơn mà sử dụng những loại băng chuyền/băng tải khác nhau.
a. Loại tiêu chuẩn dùng sức kéo:
– Hệ thống đơn giản ở phía trên.
– Cung cấp sự vận chuyển ở mức độ ổn định cho tất cả sản phẩm có các loại hình dạng, kích thước và trọng lượng

b. Loại tự do:
– Hoạt động như một băng tải đệm cho các sản phẩm đã được sơn
– Tính linh hoạt cao, các vật treo không cố định trên dây chuyền
– Có thể dể dàng chuyển hướng từ dây chuyền chạy trong quy trình sang dây chuyền vận chuyển, từ băng tải này sang băng tải khác
– Các vật treo có thể di chuyển với các tốc độ và mức độ khác nhau, cũng như sự thay đổi trên đường dốc.
2. Hướng dẫn sử dụng

- Sức nâng và quay vòng phải được tính toán khi quyết định khoảng cách thích hợp giữa vật và băng tải
- Khoảng cách giữa vật sẽ giảm nhiều hay ít phụ thuộc vào độ dốc và phạm vi của vòng xoay.
- Lưu ý khoảng cách giữa các vật sơn tĩnh điện.
- Tại các nơi có sự thay đổi độ cao băng chuyền, khoảng cách giữa các sản phẩm sẽ càng bị thu hẹp
- Cần đặc biệt lưu ý để tránh va chạm giữa các sản phẩm với nhau.
a. Kỹ thuật treo:
- Khi khoảng cách của các sản phẩm quá nhỏ, sản phẩm được sơn có kết quả không giống nhau.
- Khoảng cách các vật cần sơn phải được tính toán phù hợp.
- Khoảng cách giữa các vật, độ dày màng sơn của sản phẩm sẽ đồng đều và không thay đổi.
- Sản phẩm nhỏ sẽ có điện trường tập trung cao hơn, kết quả là lớp sơn dày hơn sản phẩm lớn bên cạnh nó. Vì vậy, càng tránh treo nhiều sản phẩm có kích thước khác nhau càng tốt.
- Do Sản phẩm nhỏ sẽ có điện trường tập trung cao hơn kết quả lớp sơn dày hơn sản phẩm lớn nằm bên cạnh nó.
- Càng tránh treo nhiều sản phẩm có kích thước và hình dạng khác nhau càng tốt.
- Treo sản phẩm trên băng tải càng gần nhau càng tốt. Nhưng không quá gần ảnh hướng tới chất lượng sơn.
- Khoảng cách phải phù hợp với kích thước của sản phẩm nhằm có được độ dày màng sơn giống nhau trên tất cả các sản phẩm
- Treo gần nhau những sản phẩm có kích thước bằng nhau trên băng tải là cách có lợi.
- Khi treo sản phẩm đúng cách trên băng chuyền thì súng Corona sẽ phun thành công hơn súng ma sát Tribo.
Kỹ Thuật Treo Vật Sơn Trên Băng Tải Treo
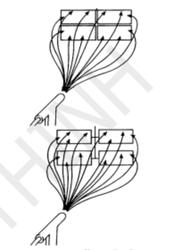
- Những sản phẩm là khung (dây) kim loại khi được treo hai hay ba lớp thì không có vấn đề về sơn phủ phía sau và thâm nhập vào góc cạn.
- Khi sơn các sản phẩm có độ sâu (vd: tủ lạnh,tủ đông..), điều quan trọng là đảm bảo đủ khoảng không giữa các sản phẩm.
- Khi phun sơn cả hai mặt,về mặt lý thuyết khoảng không giữa các sản phẩm phải (ít nhất) bằng chiều sâu của các sản phẩm để đạt được cùng một độ dày trung bình ở tất cả các mặt.
b. Cách treo:
- Cách treo có hiệu quả.
- Tận dụng sản xuất tốt hơn.
- Giảm tốc độ của băng tải.
- Tăng thời gian sơn.
- Giảm số sản phẩm bị loại.
- Giảm hao mòn của thiết bị.
- Thiết kế móc treo.

- Điểm gắn móc treo (trên băng tải) cần phải nằm ngoài khu vực phun sơn
- Điểm gắn móc là đỉnh của thanh răng trên giá treo băng tải
- Nếu thanh răng của băng tải nằm trong khu vực phun sơn và sơn dính trên bề mặt kim loại, nó sẽ chảy ra trong lò sấy và tạo ra lớp phủ ngoài móc treo ngăn không tiếp đất.
c. Thiết kế móc treo
Đảm bảo điều kiện tiếp đất tốt nhất- móc hình V tốt hơn loại U.
Sự quan trọng khi duy trì khả năng tiếp đất là luôn luôn tốt.
Móc treo nên
– đủ mạnh và bền
– Được làm ra để giảm thiểu bột bám vào và tạo dấu vết trên sản phẩm. Dễ dàng treo hoặc tháo sản phẩm.
– Dễ vệ sinh

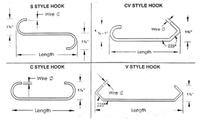
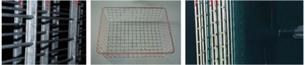
Một số dạng móc thường hay dùng
3. Bảo trì, bảo dưỡng Băng chuyền – Vệ sinh móc

Tạm chấp nhận

Quá tệ
a. Kiểm tra hàng tháng




